Computational Fluid Dynamics
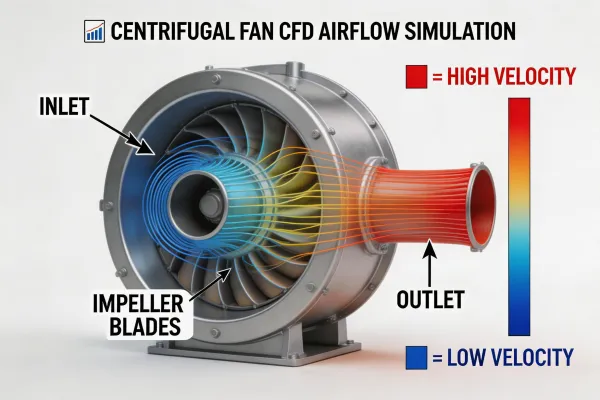
Every Howden AeroFlow impeller begins as a parametric CFD model. Our 62-person engineering team runs steady-state and transient simulations across the full operating envelope — from surge to stall — mapping pressure distributions, velocity profiles, and turbulence intensity before a single blade is cast.
This simulation-first approach reduces physical prototyping cycles by 60% and allows us to optimize blade profiles for specific applications: high-temperature power plant flue gas, abrasive cement kiln exhaust, or low-noise data center cooling.
- Full 3D RANS and LES turbulence modeling
- Multi-point optimization across 5+ operating conditions
- Aero-acoustic modeling for noise prediction within ±2 dB(A)